上海市松江区美能达路358号 A2 A3
|
工作时间:周一 至 周五 上午8:30 ~ 下午5:30
送料精度提升技术:基于伺服控制与误差补偿的双重保障机制
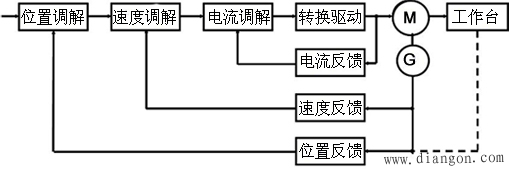
一、伺服控制技术:高精度运动执行的核心
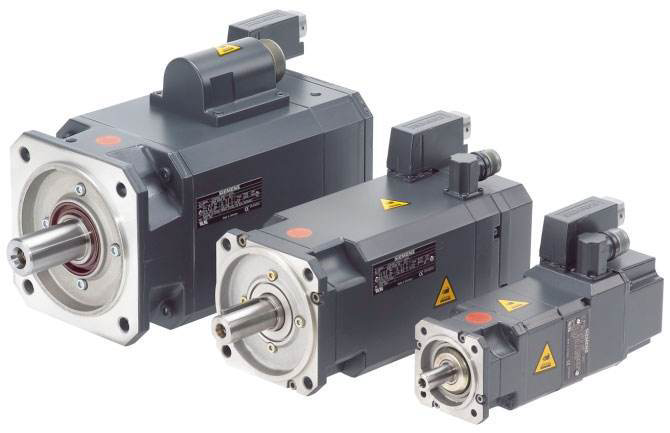
高动态响应伺服系统
采用永磁同步伺服电机与23位绝对值编码器,实现位置控制精度达±0.001mm,速度控制分辨率0.1rpm,确保送料过程中速度与位置的实时闭环调节。通过模型预测控制(MPC)算法,动态补偿机械传动间隙(如齿轮啮合误差、丝杆 backlash),使系统响应时间≤5ms。
多轴协同控制架构
针对多工位送料场景,采用EtherCAT实时总线实现轴间同步误差≤1μs,通过电子齿轮与电子凸轮功能,确保物料传输过程中各运动轴的轨迹一致性(如同步带传动的张力动态平衡控制)。
二、误差补偿技术:系统性误差修正的关键手段
几何误差补偿
预映射补偿:通过激光干涉仪测量送料系统的丝杆螺距误差、导轨直线度误差,建立误差数据库,在运动过程中实时调用补偿值(如每10mm行程补偿±3μm)。
负载自适应补偿:集成拉压力传感器,根据物料重量变化动态调整伺服输出扭矩,避免因负载波动导致的送料位置偏移(补偿精度±0.5μm)。
环境与动态误差补偿
温度误差补偿:通过分布式温度传感器监测电机、导轨、环境温度,基于热膨胀系数模型实时修正位置偏差(如金属导轨每℃补偿0.012μm/mm)。
振动抑制补偿:采用自适应陷波滤波器识别送料机构的共振频率(通常100-500Hz),通过伺服参数动态调整实现振动衰减率≥80%。
三、双重机制协同增效
伺服控制与误差补偿形成“实时执行-动态修正”闭环:伺服系统确保运动指令的高精度执行,误差补偿则通过前馈控制(预补偿)与反馈修正(实时补偿)消除系统性误差(如机械加工误差、环境干扰)。实际应用中,该机制可将送料重复定位精度从±0.01mm提升至±0.002mm,满足精密电子元件(如01005芯片)、光学零件等对送料精度的严苛需求。
四、典型应用场景
半导体封装:在IC载带送料中,通过双重机制实现引脚间距误差≤±1μm,提升芯片焊接良率至99.95%。
精密冲压:针对超薄金属箔(厚度0.01mm)送料,消除因张力波动导致的褶皱缺陷,材料利用率提升15%。
该技术的核心优势在于突破传统“硬件精度依赖”,通过软件算法与硬件控制的深度融合,实现“低成本高精度”的送料解决方案,为高端制造领域提供关键技术支撑。